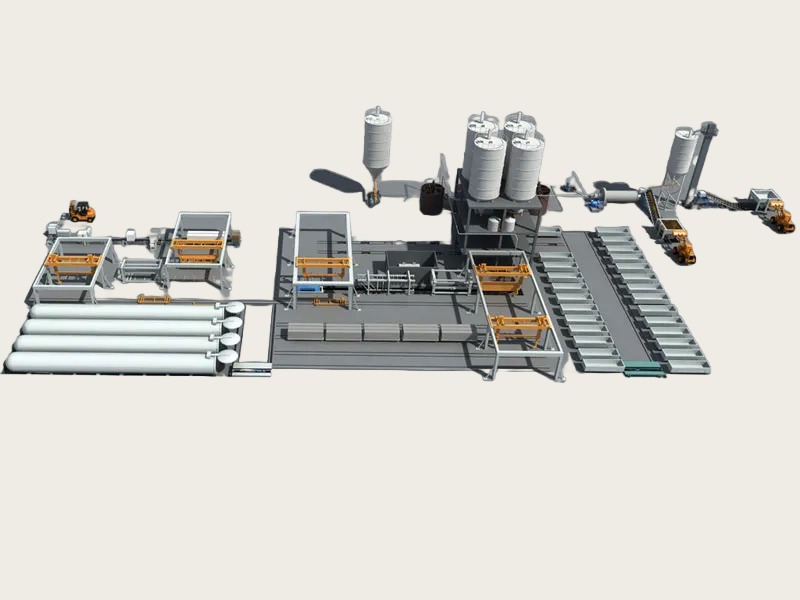
La máquina de bloques ligeros (LBM) es un equipo completo diseñado específicamente para fabricar bloques ligeros.
Puede producir tanto bloques CLC (Cellular Lightweight Concrete), que utilizan cenizas volantes, escoria y cemento espumado, como bloques AAC (Autoclaved Aerated Concrete), que se curan a alta temperatura y presión.

Precio de la máquina de bloques ligeros
Pequeña línea semiautomática CLC: $ 5.000-30.000
Línea de CAA mediana totalmente automatizada: $ 300.000-800.000
Planta llave en mano de hormigón celular a gran escala: $ 1.000.000-1.500.000
El precio final depende de la capacidad de producción, el nivel de automatización, las especificaciones del autoclave y la configuración del equipo auxiliar.
Tipos de máquinas de bloques ligeros

Máquina de bloques ligeros
Proceso: Espumado químico + curado atmosférico
Capacidad/lote: 15-100 m³
Nivel de automatización: Semiautomático / Totalmente automático
Utilizado para: Colada urbana, localización de pendientes de tejado, relleno de baja altura
Inversión inicial: Bajo

Línea de producción de bloques de hormigón celular curado en autoclave
Proceso: Polvo de aluminio Generación de gas + Autoclave a alta temperatura
Capacidad/lote: 200-1,200 m³
Nivel de automatización: Totalmente automático
Utilizado para: Armazones de gran altura, edificios prefabricados
Inversión inicial: Alta
Proceso de la máquina de bloques ligeros
Proceso de fabricación de CLC:
Dosificación → Dilución del agente espumante → Mezcla forzada → Vertido en molde → Curado a temperatura ambiente durante 24 horas → Desmoldeo → Curado natural durante 7-14 días → Envasado del producto acabado.
Proceso de fabricación de AAC:
Molienda de materias primas → Dosificación → Generación de gas de polvo de aluminio → Precurado estático → Corte → Autoclave durante 12 horas → Envasado del producto acabado.
Máquina principal utilizada en la fabricación de bloques ligeros

Espumadora y mezcladora CLC
Función: Produce una lechada de espuma uniforme a partir de cemento, cenizas volantes, agua y agente espumante en una sola operación.
Aspectos técnicos destacados:
- La mezcla forzada de doble eje y los cortadores voladores de alta velocidad se combinan para mezclar uniformemente una lechada de espuma de 400 kg/m³ en sólo 30 segundos.
- La puerta de descarga en ángulo de 45° permite un vaciado rápido y sin goteo en 5 segundos.
- La bomba espumadora física incorporada opcional de 2,2 kW permite espumar y mezclar y verter in situ, eliminando el transporte secundario.

Sistema de dosificación de espumógeno y polvo de aluminio
Función: Proporciona un agente espumante físico para CLC y un gasificador de polvo de aluminio para AAC, controlando con precisión la porosidad.
Aspectos técnicos destacados:
- Control en bucle cerrado mediante servotornillo y célula de carga, consiguiendo un error de medición de ≤±0,5%.
- Tuberías totalmente de acero inoxidable, resistentes a los álcalis y a la corrosión.
- Cambio con una sola pulsación entre recetas CLC y AAC, con almacenamiento para 99 recetas.
- Limpieza automática para evitar la combustión espontánea del polvo de aluminio residual.

Máquina de corte
Máquina cortadora giratoria AAC
- Tras girar la pieza en bruto 90°, se cortan seis alambres simultáneamente, con un error dimensional de ≤±1 mm.
- Corte transversal y longitudinal servocontrolado, con una velocidad máxima de 3 minutos por troquel.
- La aspiración de virutas y la circulación de agua garantizan un taller libre de polvo.
Máquina de corte con sierra multihoja CLC
- Conjunto de sierra de diamante, capaz de cortar de 5 a 10 hojas simultáneamente, con una producción diaria de 300 m³.
- Alimentación automática por orugas, espesor de corte ajustable de 50-300 mm.
- Cabezal de la máquina refrigerado por agua, lo que da como resultado una superficie de corte lisa que elimina la necesidad de enlucido.

Paletizador y flejadora automáticos
Función: Paletiza, fleja y lamina automáticamente los productos acabados después de que salgan de la línea de producción, ahorrando entre 3 y 4 personas por turno.
Aspectos técnicos destacados:
- Paletizado robotizado, tamaño de palet 1,0 × 1,2 × 1,8 m, altura de capa ajustable.
- Flejado automático PET de plástico y acero, con tensión ajustable de 400-2.000 N.
- Pesaje y codificación en línea, con trazabilidad de lotes mediante código QR.
- Integración con ERP para la generación automática de órdenes de entrega.

Autoclave (específico para AAC, φ2,0 x 31 m)
Función: Realiza una reacción de síntesis hidrotermal en vapor saturado a alta temperatura y presión para generar cristales de tobermorita, alcanzando una resistencia AAC de ≥4 MPa.
Aspectos técnicos destacados:
- Presión de diseño 1,6 MPa, temperatura de diseño 204°C y enclavamientos de seguridad de cuatro puntos.
- Estructura de la puerta de apertura rápida, apertura/cierre en sólo 3 minutos.
- Sistema de recuperación del calor residual, que reduce el consumo de vapor en 15%.
- Purga y recuperación de condensados totalmente automáticas, que garantizan cero emisiones.

Sala de control PLC
Función: El cerebro de toda la línea de producción, que supervisa de forma centralizada las recetas, la temperatura, la presión, la producción y el consumo de energía.
Aspectos técnicos destacados:
- PLC Siemens serie S7-1500, 512 puntos de E/S.
- Pantalla táctil industrial de 15″, visualización de animación en tiempo real del estado del equipo.
- Interfaz de datos en la nube, aplicación móvil para alarmas remotas y análisis OEE.
Qué es el bloque ligero
La máquina de bloques ligeros (LBM) es un equipo completo diseñado específicamente para fabricar bloques ligeros.
Puede producir tanto bloques CLC (Cellular Lightweight Concrete), que utilizan cenizas volantes, escoria y cemento espumado, como bloques AAC (Autoclaved Aerated Concrete), que se curan a alta temperatura y presión.
La aplicación del bloque ligero
Los bloques ligeros se utilizan en diversos escenarios de la construcción, entre ellos:
- Edificios residenciales y comerciales para paredes interiores y exteriores.
- Tabiques divisorios y tabiques no portantes.
- Capas de aislamiento en tejados, suelos o paredes huecas.
- Estructuras portantes de poca altura (en función de la resistencia del bloque).
- Proyectos de construcción ecológica centrados en la sostenibilidad y la eficiencia energética.
Características de los bloques ligeros
Baja densidad: Se fabrican utilizando materiales o procesos que reducen su densidad, haciéndolos más ligeros por unidad de volumen en comparación con los bloques estándar.
Propiedades aislantes: Muchos bloques ligeros ofrecen mejor aislamiento térmico que las alternativas pesadas, ayudando a regular las temperaturas interiores y a reducir el consumo de energía.
Versatilidad estructural: Según el tipo, pueden utilizarse para muros de carga, tabiques sin carga o como capas aislantes en estructuras compuestas.
Facilidad de manejo: Su menor peso simplifica el transporte, la elevación y la instalación in situ, reduciendo los costes de mano de obra y el esfuerzo físico.
Bloque ligero VS. Bloque AAC
| Indicador | Bloque ligero (CLC) | Bloque AAC |
| Método de curado | Temperatura y presión ambiente | Autoclave a alta temperatura y alta presión |
| Gama de densidades | 400-1.200 kg/m³ | 400-700 kg/m³ |
| Impacto de la construcción | Desmoldeable en 24 horas; moldeable in situ | Requiere prefabricación en fábrica; 12 horas de autoclave |
| Precisión superficial | Requiere enlucido secundario | Se puede aplicar directamente con masilla |
| Umbral de inversión | Bajo; apto para móviles | Alta; requiere autoclave fijo |
| Escenarios aplicables | Relleno in situ, renovación | Paneles prefabricados para montaje en pared |
Proceso de bloques ligeros (CLC) VS. Proceso de bloques AAC
En Proceso de producción del AAC Las diferencias entre los bloques de CLC y de AAC pueden resumirse en el curado por espuma a temperatura ambiente frente al curado por vapor a alta presión. A continuación se muestra una comparación por procesos:
1. Preparación de la materia prima
CLC: Cemento + cenizas volantes/arena de río + agua + espumógeno físico (espuma generada in situ por una espumadora
AAC: cemento + cenizas volantes/arena de cuarzo + cal viva + yeso + polvo de aluminio (agente espumante químico) + agua.
2. Etapa de generación de gas/espumado
CLC: La espuma prefabricada y estabilizada se inyecta en la lechada de cemento mediante una mezcladora de alta velocidad, creando una estructura de célula cerrada 30-40%.
AAC: El polvo de aluminio reacciona con la lechada alcalina para liberar dióxido de hidrógeno, produciendo una estructura porosa uniforme de 50-60%. La reacción se completa en una cámara de precurado a 40-60°C.
3. Método de moldeo
CLC: Colar directamente todo el molde en un gran volumen y, a continuación, cortarlo al tamaño deseado con una sierra de hojas múltiples.
CAA: Fundido inicialmente en un gran cuerpo verde de 3-6 m³, precurado y endurecido, el producto se corta a continuación con precisión en seis lados utilizando una cortadora de alambre.
4. Sistema de curado
CLC: Curado a temperatura ambiente (o 40-60°C en vapor) durante 24 horas antes del desmoldeo. A continuación, se realiza un curado natural durante 20-28 días antes del envío.
AAC: Tras el desmoldeo, el cuerpo verde se introduce en un autoclave y se cura en vapor saturado a 180-200°C y 10-12 bares durante 8-12 horas. Esta reacción química forma cristales de tobermorita que duplican la resistencia.
5. Ciclo de producción y equipos
CLC: equipos sencillos (mezclador + agente espumante + molde), baja inversión y producción móvil in situ; tiempos de ciclo cortos pero gran huella.
AAC: Requiere grandes equipos, como un molino de bolas, una cortadora y un autoclave, lo que exige una gran inversión y un espacio fijo de fábrica; sin embargo, los productos acabados pueden producirse en 24 horas, lo que demuestra un alto grado de continuidad.
6. Consumo y coste de la energía
CLC: El consumo de energía es de aproximadamente 20-30 kWh/m³, lo que se traduce en unos costes globales bajos.
AAC: El consumo de energía del autoclave es de aproximadamente 120-150 kWh/m³, pero el producto tiene una gran resistencia y precisión dimensional, lo que se traduce en menores costes globales para la mampostería posterior.
Nuestro servicio:
Servicio integral llave en mano: Desde el diseño del proceso y la fabricación del equipo hasta la instalación, la formación y la asistencia posterior a la puesta en marcha, gestionamos cada paso para lograr una producción sin interrupciones.
Lanzamiento rápido modular: Taller principal instalado en 30 días, producción lista en 15 días. Acelere su proyecto con una instalación eficiente.
Supervisión inteligente de la nube: Seguimiento de la producción, el consumo de energía y alertas de avería en tiempo real a través del móvil. Controla las operaciones con tecnología de vanguardia.
Confianza mundialMás de 600 líneas en todo el mundo, exportadas a más de 80 países. Con el respaldo de equipos de servicio localizados 7×24 para una asistencia rápida. Su éxito, respaldado en todo el mundo.





