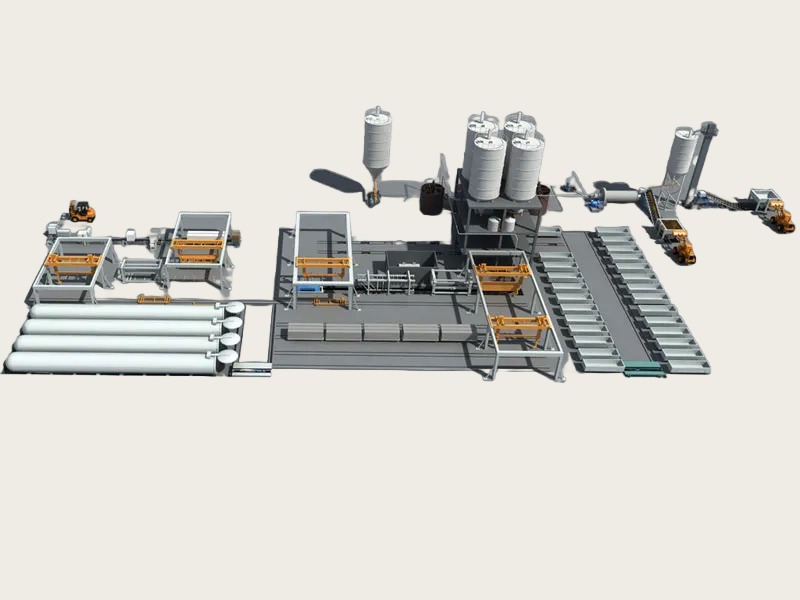
Die Lightweight Block Machine (LBM) ist eine komplette Ausrüstung, die speziell für die Herstellung leichter Blöcke entwickelt wurde.
Es können sowohl CLC-Blöcke (Cellular Lightweight Concrete), bei denen Flugasche, Schlacke und Schaumzement zum Einsatz kommen, als auch AAC-Blöcke (Autoclaved Aerated Concrete), die unter hohen Temperaturen und Druck ausgehärtet werden, hergestellt werden.

Leichte Blockmaschine Preis
Kleine halbautomatische CLC-Linie: $ 5.000-30.000
Vollautomatische AAC-Linie mittlerer Größe: $ 300.000-800.000
Schlüsselfertige Porenbeton-Großanlage: $ 1.000.000-1.500.000
Der endgültige Preis hängt von der Produktionskapazität, dem Automatisierungsgrad, den Spezifikationen des Autoklaven und der Konfiguration der Zusatzgeräte ab.
Typen von Leichtbaublockmaschinen

Leichte Blockmaschine
Prozess: Chemisches Schäumen + Atmosphärische Aushärtung
Kapazität/Charge: 15-100 m³
Automatisierungsgrad: Halbautomatisch / Vollautomatisch
Verwendet für: Urbaner Ortbeton, Dachschrägenfindung, niedrige Füllung
Erstinvestition: Niedrig

Lightweight Block Machine Prozess
CLC-Herstellungsprozess:
Dosierung → Schaummittelverdünnung → Zwangsmischung → Gießen der Form → Aushärtung bei Umgebungstemperatur für 24 Stunden → Entformen → Natürliche Aushärtung für 7-14 Tage → Verpackung des fertigen Produkts
AAC-Herstellungsprozess:
Zerkleinerung des Rohmaterials → Dosierung → Erzeugung von Aluminiumpulvergas → statische Vorhärtung → Schneiden → Autoklavieren für 12 Stunden → Verpackung des fertigen Produkts
Hauptmaschine für die Herstellung von Leichtbausteinen

CLC-Maschine zum Schäumen und Mischen
Funktion: Erzeugt in einem Arbeitsgang eine gleichmäßige Schaumaufschlämmung aus Zement, Flugasche, Wasser und Schaumbildner.
Technische Highlights:
- Zwillingswellen-Zwangsmischer und fliegende Hochgeschwindigkeitsmesser sorgen für eine gleichmäßige Durchmischung von 400 kg/m³ Schaumsuspension in nur 30 Sekunden.
- Die um 45° abgewinkelte Entleerungstür ermöglicht eine schnelle, tropffreie Entleerung in 5 Sekunden.
- Die optionale eingebaute 2,2-kW-Schaumpumpe ermöglicht das Aufschäumen, Mischen und Ausgießen vor Ort, wodurch ein zweiter Transport entfällt.

Schaumbildner & Aluminiumpulver-Dosiersystem
Funktion: Bietet einen physikalischen Schaumbildner für CLC und einen Aluminiumpulver-Vergaser für AAC, der die Porosität präzise kontrolliert.
Technische Highlights:
- Geschlossener Regelkreis unter Verwendung einer Servospindel und einer Wägezelle, wodurch ein Dosierfehler von ≤±0,5% erreicht wird.
- Vollständig aus Edelstahl gefertigte Rohrleitungen, alkali- und korrosionsbeständig.
- Umschaltung zwischen CLC- und AAC-Rezepten mit einem Tastendruck, mit Speicherplatz für 99 Rezepte.
- Automatische Reinigung zur Vermeidung der Selbstentzündung von Aluminiumpulverresten.

Schneidemaschine
AAC-Drehtisch-Schneidemaschine
- Nach dem Drehen des Rohlings um 90° werden sechs Drähte gleichzeitig geschnitten, mit einem Maßfehler von ≤±1 mm.
- Servogesteuertes Quer- und Längsschneiden, mit einer maximalen Geschwindigkeit von 3 Minuten pro Stanzform.
- Vakuumspäneabsaugung und Wasserkreislauf sorgen für eine staubfreie Werkstatt.
CLC-Mehrblattsägemaschine
- Diamant-Sägeblattanlage, die 5-10 Blätter gleichzeitig schneiden kann, mit einer Tagesleistung von 300 m³.
- Automatischer Schienenvorschub, einstellbare Schnittstärke von 50-300 mm.
- Der wassergekühlte Maschinenkopf sorgt für eine glatte Schnittfläche, die das Verputzen überflüssig macht.

Automatische Palettier- und Umreifungsmaschine
Funktion: Automatisches Palettieren, Umreifen und Laminieren der fertigen Produkte nach Verlassen der Produktionslinie, wodurch 3-4 Personen pro Schicht eingespart werden.
Technische Highlights:
- Palettierroboter, Palettengröße 1,0 × 1,2 × 1,8 m, einstellbare Lagenhöhe.
- Automatische PET-Kunststoff-Stahl-Umreifung, mit einstellbarer Spannung von 400-2.000 N.
- Online-Wiegen und -Codieren, mit QR-Code-Chargenrückverfolgung.
- Integration mit ERP zur automatischen Generierung von Lieferaufträgen.

Autoklave (AAC-spezifisch, φ2,0 x 31 m)
Funktion: Führt eine hydrothermale Synthesereaktion in gesättigtem Dampf bei hoher Temperatur und hohem Druck durch, um Tobermoritkristalle zu erzeugen, die eine AAC-Festigkeit von ≥4 MPa erreichen.
Technische Highlights:
- Auslegungsdruck 1,6 MPa, Auslegungstemperatur 204°C und Vier-Punkt-Sicherheitsverriegelung.
- Schnellöffnende Türstruktur, Öffnen/Schließen in nur 3 Minuten.
- Abwärmerückgewinnungssystem, das den Dampfverbrauch um 15% reduziert.
- Vollautomatische Abschlämmung und Kondensatrückgewinnung, die keine Emissionen verursachen.

PLC-Kontrollraum
Funktion: Das Gehirn der gesamten Produktionslinie, das Rezepte, Temperatur, Druck, Leistung und Energieverbrauch zentral überwacht.
Technische Highlights:
- Siemens SPS der Serie S7-1500, 512 E/A-Punkte.
- 15″-Touchscreen in Industriequalität, Echtzeit-Animationsanzeige des Gerätestatus.
- Cloud-Datenschnittstelle, mobile App für Fernalarme und OEE-Analyse.
Was ist Lightweight Block
Die Lightweight Block Machine (LBM) ist eine komplette Ausrüstung, die speziell für die Herstellung leichter Blöcke entwickelt wurde.
Es können sowohl CLC-Blöcke (Cellular Lightweight Concrete), bei denen Flugasche, Schlacke und Schaumzement zum Einsatz kommen, als auch AAC-Blöcke (Autoclaved Aerated Concrete), die unter hohen Temperaturen und Druck ausgehärtet werden, hergestellt werden.
Die Anwendung von Leichtbaublöcken
Leichte Blöcke werden in verschiedenen Bauszenarien verwendet, darunter:
- Wohn- und Geschäftsgebäude für Innen- und Außenwände.
- Trennwände und nicht tragende Trennwände.
- Dämmschichten in Dächern, Böden oder Hohlwänden.
- Tragwerke mit geringer Höhe (je nach Stärke des Blocks).
- Ökologische Bauprojekte mit Schwerpunkt auf Nachhaltigkeit und Energieeffizienz.
Eigenschaften von Lightweight Blocks
Niedrige Dichte: Sie werden unter Verwendung von Materialien oder Verfahren hergestellt, die ihre Dichte verringern, so dass sie im Vergleich zu Standardblöcken pro Volumeneinheit leichter sind.
Isolierende Eigenschaften: Viele Leichtbausteine bieten eine bessere Wärmedämmung als schwere Alternativen und tragen so zur Regulierung der Innentemperatur und zur Senkung des Energieverbrauchs bei.
Strukturelle Vielseitigkeit: Je nach Typ können sie für tragende Wände, nicht tragende Trennwände oder als Dämmschichten in Verbundkonstruktionen verwendet werden.
Leichte Handhabung: Ihr geringeres Gewicht vereinfacht den Transport, das Heben und die Installation vor Ort, wodurch Arbeitskosten und körperliche Belastung reduziert werden.
Leichter Block VS. AAC-Block
| Indikator | Leichter Block (CLC) | AAC-Block |
| Aushärtungsmethode | Umgebungstemperatur und -druck | Hochtemperatur- und Hochdruck-Autoklavieren |
| Dichtebereich | 400-1.200 kg/m³ | 400-700 kg/m³ |
| Auswirkungen der Konstruktion | Entformbar innerhalb von 24 Stunden; vor Ort gießbar | Werkseitige Vorfertigung erforderlich; 12 Stunden Autoklavieren |
| Oberfläche Präzision | Erfordert Sekundärverputz | Kann direkt mit Spachtelmasse aufgetragen werden |
| Schwellenwert für Investitionen | Niedrig; mobilfreundlich | Hoch; stationärer Autoklav erforderlich |
| Anwendbare Szenarien | Befüllung vor Ort, Renovierung | Vorgefertigte Wandplatten für die Montage |
Lightweight Block(CLC)-Verfahren VS. AAC-Blöcke Prozess
Die AAC-Produktionsprozess Die Unterschiede zwischen CLC- und Porenbetonblöcken lassen sich wie folgt zusammenfassen: Aushärtung mit Schaum bei Raumtemperatur und Aushärtung mit Hochdruckdampf. Unten finden Sie einen Vergleich nach Verfahren:
1. Vorbereitung des Rohmaterials
CLC: Zement + Flugasche/Flusssand + Wasser + physikalisches Treibmittel (Schaum wird vor Ort mit einer Schaummaschine erzeugt)
Porenbeton: Zement + Flugasche/Quarzsand + Branntkalk + Gips + Aluminiumpulver (chemischer Schaumbildner) + Wasser
2. Gaserzeugung/Schaumphase
CLC: Vorgefertigter, stabilisierter Schaum wird über einen Hochgeschwindigkeitsmischer in die Zementaufschlämmung injiziert, wodurch eine 30-40% geschlossenzellige Struktur entsteht.
AAC: Aluminiumpulver reagiert mit der alkalischen Aufschlämmung unter Freisetzung von Wasserstoffdioxid und erzeugt eine gleichmäßige Porenstruktur von 50-60%. Die Reaktion wird in einer Vorhärtekammer bei 40-60 °C abgeschlossen.
3. Formgebungsverfahren
CLC: Gießen Sie die gesamte Form direkt in einem großen Volumen und schneiden Sie sie dann mit einer Mehrblattsäge auf die gewünschte Größe zu.
AAC: Das Produkt wird zunächst zu einem großen grünen Körper von 3-6 m³ gegossen, vorgehärtet und gehärtet und dann mit einem Drahtschneider an sechs Seiten präzise geschnitten.
4. Aushärtungssystem
CLC: Aushärtung bei Raumtemperatur (oder 40-60°C im Dampf) für 24 Stunden vor dem Entformen. Die natürliche Aushärtung erfolgt dann für 20-28 Tage vor dem Versand.
AAC: Nach der Entformung wird der Grünkörper in einen Autoklaven gelegt und in gesättigtem Dampf bei 180-200°C und 10-12 bar 8-12 Stunden lang ausgehärtet. Durch diese chemische Reaktion bilden sich Tobermoritkristalle, die die Festigkeit verdoppeln.
5. Produktionskreislauf und Ausrüstung
CLC: Einfache Ausrüstung (Mischer + Schaummittel + Form), geringe Investitionen und mobile Produktion vor Ort; kurze Zykluszeiten, aber großer Platzbedarf.
Porenbeton: Erfordert große Anlagen wie eine Kugelmühle, eine Schneidemaschine und einen Autoklaven, was hohe Investitionen und einen festen Platz in der Fabrik erfordert; die fertigen Produkte können jedoch innerhalb von 24 Stunden hergestellt werden, was ein hohes Maß an Kontinuität beweist.
6. Energieverbrauch und Kosten
CLC: Der Energieverbrauch liegt bei etwa 20-30 kWh/m³, was zu niedrigen Gesamtkosten führt.
Porenbeton: Der Energieverbrauch im Autoklaven beträgt ca. 120-150 kWh/m³, aber das Produkt hat eine hohe Festigkeit und Maßgenauigkeit, was zu niedrigeren Gesamtkosten für das spätere Mauerwerk führt.
Unser Service:
Schlüsselfertiger Full-Process-Service: Von der Prozessentwicklung über die Herstellung der Anlagen bis hin zur Installation, Schulung und Unterstützung nach der Inbetriebnahme - wir übernehmen jeden Schritt für eine reibungslose Produktion.
Modularer Schnellstart: Installation der Hauptwerkstatt in 30 Tagen, Produktionsbereitschaft in 15 Tagen. Beschleunigen Sie Ihr Projekt mit einer effizienten Einrichtung.
Intelligente Cloud-Überwachung: Verfolgen Sie Leistung, Energieverbrauch und Fehlermeldungen in Echtzeit über Ihr Handy. Steuern Sie den Betrieb mit modernster Technologie.
Weltweites Vertrauen600+ Linien weltweit, exportiert in 80+ Länder. Unterstützt von 7×24 lokalisierten Serviceteams für reaktionsschnellen Support. Ihr Erfolg, weltweit unterstützt.





