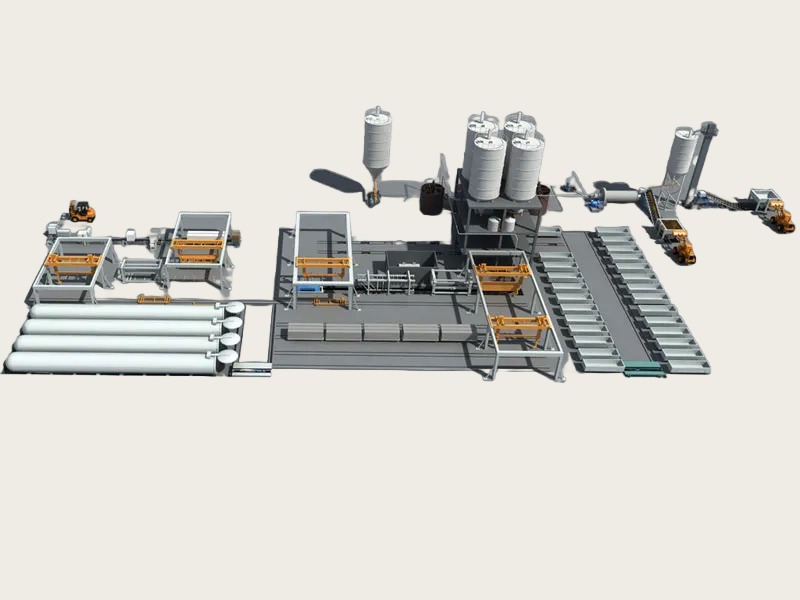
La machine à blocs légers (LBM) est un ensemble complet d'équipements spécialement conçus pour la fabrication de blocs légers.
Elle peut produire des blocs CLC (Cellular Lightweight Concrete), qui utilisent des cendres volantes, du laitier et de la mousse de ciment, et des blocs AAC (Autoclaved Aerated Concrete), qui sont durcis à haute température et sous pression.

Prix de la machine à blocs légers
Petite ligne semi-automatique CLC: $ 5 000-30 000
Ligne de CAA de taille moyenne entièrement automatisée: $ 300 000-800 000
Usine AAC clé en main à grande échelle: $ 1 000 000-1 500 000
Le prix final dépend de la capacité de production, du niveau d'automatisation, des spécifications de l'autoclave et de la configuration des équipements auxiliaires.
Types de machines à blocs légers

Machine à blocs légers
Processus: Mousse chimique + durcissement atmosphérique
Capacité/lot: 15-100 m³
Niveau d'automatisation: Semi-automatique / Entièrement automatique
Utilisé pour: Coulée en place en milieu urbain, recherche de pente de toit, remplissage d'immeubles de faible hauteur.
Investissement initial: Faible

Ligne de production de blocs aérés autoclavés AAC
Processus: Génération de gaz par poudre d'aluminium + Autoclavage à haute température
Capacité/lot: 200-1,200 m³
Niveau d'automatisation: Entièrement automatique
Utilisé pour: Bâtiments de grande hauteur, bâtiments préfabriqués
Investissement initial: Haut
Processus de la machine à blocs légers
Processus de fabrication CLC :
Mélange → Dilution de l'agent moussant → Mélange forcé → Coulage du moule → Durcissement à température ambiante pendant 24 heures → Démoulage → Durcissement naturel pendant 7 à 14 jours → Emballage du produit fini
Processus de fabrication de la CAA :
Broyage des matières premières → Mise en lots → Production de gaz de poudre d'aluminium → Prépolymérisation statique → Découpe → Autoclavage pendant 12 heures → Emballage du produit fini
Principale machine utilisée pour la fabrication de blocs légers

Machine de moussage et de mélange dédiée CLC
Fonction : Produit une suspension mousseuse uniforme à partir de ciment, de cendres volantes, d'eau et d'agent moussant en une seule opération.
Faits saillants techniques :
- Le mélange forcé à deux arbres et les couteaux volants à grande vitesse se combinent pour mélanger uniformément une suspension de mousse de 400 kg/m³ en seulement 30 secondes.
- La porte de décharge inclinée à 45° permet une vidange rapide et sans goutte en 5 secondes.
- La pompe à mousse physique intégrée de 2,2 kW en option permet de faire mousser, de mélanger et de verser le produit sur place, ce qui élimine le transport secondaire.

Système de dosage de l'agent moussant et de la poudre d'aluminium
Fonction : Il s'agit d'un agent moussant physique pour le CLC et d'un gazogène à poudre d'aluminium pour l'AAC, qui permet de contrôler précisément la porosité.
Faits saillants techniques :
- Contrôle en boucle fermée à l'aide d'une vis asservie et d'une cellule de charge, permettant d'obtenir une erreur de mesure de ≤±0,5%.
- Tuyauterie en acier inoxydable, résistante aux alcalis et à la corrosion.
- Passage d'une touche à l'autre entre les recettes CLC et AAC, avec stockage de 99 recettes.
- Nettoyage automatique pour éviter la combustion spontanée de la poudre d'aluminium résiduelle.

Machine à découper
Machine à découper à plateau tournant AAC
- Après avoir tourné l'ébauche de 90°, six fils sont coupés simultanément, avec une erreur dimensionnelle de ≤±1 mm.
- Découpe transversale et longitudinale servocommandée, avec une vitesse maximale de 3 minutes par matrice.
- L'aspiration des copeaux et la circulation de l'eau garantissent un atelier sans poussière.
Scie à découper multi-lames CLC
- Assemblage de lames de scie diamantées, capable de couper 5 à 10 lames simultanément, avec une production journalière de 300 m³.
- Alimentation automatique par rails, épaisseur de coupe réglable de 50 à 300 mm.
- Tête de machine refroidie à l'eau, ce qui permet d'obtenir une surface de coupe lisse qui élimine le besoin de plâtrage.

Palettiseur automatique et cercleuse
Fonction : Palettisation, cerclage et pelliculage automatiques des produits finis à la sortie de la ligne de production, ce qui permet d'économiser 3 à 4 personnes par équipe.
Faits saillants techniques :
- Palettisation robotisée, taille des palettes 1,0 × 1,2 × 1,8 m, hauteur de couche réglable.
- Cerclage automatique PET plastique-acier, avec tension réglable de 400 à 2 000 N.
- Pesage et codage en ligne, avec traçabilité des lots par code QR.
- Intégration avec l'ERP pour la génération automatique de bons de livraison.

Autoclave (spécifique AAC, φ2.0 x 31 m)
Fonction : Effectue une réaction de synthèse hydrothermale dans de la vapeur saturée à haute température et à haute pression pour générer des cristaux de tobermorite, atteignant une résistance AAC de ≥4 MPa.
Faits saillants techniques :
- Pression de conception 1,6 MPa, température de conception 204°C, et verrouillages de sécurité à quatre points.
- Structure de porte à ouverture rapide, ouverture/fermeture en 3 minutes seulement.
- Système de récupération de la chaleur perdue, réduisant la consommation de vapeur de 15%.
- Purge entièrement automatique et récupération des condensats, garantissant l'absence d'émissions.

Salle de contrôle PLC
Fonction : Cerveau de toute la chaîne de production, il contrôle de manière centralisée les recettes, la température, la pression, la production et la consommation d'énergie.
Faits saillants techniques :
- Automate Siemens série S7-1500, 512 points E/S.
- Écran tactile de 15″ de qualité industrielle, affichage en temps réel de l'état de l'équipement.
- Interface de données dans le cloud, application mobile pour les alarmes à distance et l'analyse OEE.
Qu'est-ce qu'un bloc léger ?
La machine à blocs légers (LBM) est un ensemble complet d'équipements spécialement conçus pour la fabrication de blocs légers.
Elle peut produire des blocs CLC (Cellular Lightweight Concrete), qui utilisent des cendres volantes, du laitier et de la mousse de ciment, et des blocs AAC (Autoclaved Aerated Concrete), qui sont durcis à haute température et sous pression.
L'application du bloc léger
Les blocs légers sont utilisés dans divers scénarios de construction, notamment :
- Bâtiments résidentiels et commerciaux pour les murs intérieurs et extérieurs.
- Cloisons de séparation et cloisons non porteuses.
- Couches d'isolation dans les toits, les planchers ou les murs creux.
- Structures porteuses de faible hauteur (en fonction de la résistance du bloc).
- Projets de construction écologique axés sur la durabilité et l'efficacité énergétique.
Caractéristiques des blocs légers
Faible densité: Ils sont fabriqués à l'aide de matériaux ou de procédés qui réduisent leur densité, ce qui les rend plus légers par unité de volume que les blocs standard.
Propriétés isolantes: De nombreux blocs légers offrent une meilleure isolation thermique que les blocs lourds, ce qui permet de réguler la température intérieure et de réduire la consommation d'énergie.
Polyvalence structurelle: Selon le type, ils peuvent être utilisés pour les murs porteurs, les cloisons non porteuses ou comme couche d'isolation dans les structures composites.
Facilité de manipulation: Leur poids réduit simplifie le transport, le levage et l'installation sur site, réduisant ainsi les coûts de main-d'œuvre et les contraintes physiques.
Blocs légers VS. Bloc AAC
| Indicateur | Bloc léger (CLC) | Bloc AAC |
| Méthode de séchage | Température et pression ambiantes | Autoclavage à haute température et à haute pression |
| Gamme de densité | 400-1 200 kg/m³ | 400-700 kg/m³ |
| Impact de la construction | Démoulable en 24 heures ; coulable sur site | Préfabrication en usine requise ; autoclavage de 12 heures |
| Précision de la surface | Nécessite un enduit secondaire | Peut être appliqué directement avec du mastic |
| Seuil d'investissement | Faible ; adapté aux mobiles | Élevé ; autoclave fixe nécessaire |
| Scénarios applicables | Remplissage sur place, rénovation | Panneaux muraux préfabriqués à assembler |
(CLC) Procédé VS blocs AAC Processus de fabrication des blocs AAC
Le Processus de production de CAA Les différences entre les blocs CLC et AAC peuvent être résumées comme suit : durcissement de la mousse à température ambiante et durcissement à la vapeur à haute pression. Vous trouverez ci-dessous une comparaison par procédé :
1. Préparation des matières premières
CLC : Ciment + cendres volantes/sable de rivière + eau + agent moussant physique (mousse générée sur place par une machine à moussage).
AAC : Ciment + cendres volantes/sable quartzeux + chaux vive + gypse + poudre d'aluminium (agent moussant chimique) + eau
2. Production de gaz/étape de moussage
CLC : Une mousse stabilisée préfabriquée est injectée dans le coulis de ciment au moyen d'un mélangeur à grande vitesse, créant ainsi une structure à cellules fermées de 30-40%.
AAC : La poudre d'aluminium réagit avec la boue alcaline pour libérer du dioxyde d'hydrogène, produisant une structure poreuse uniforme de 50-60%. La réaction est achevée dans une chambre de pré-polymérisation à 40-60°C.
3. Méthode de moulage
CLC : Couler directement l'ensemble du moule dans un grand volume, puis le découper à la taille souhaitée à l'aide d'une scie à plusieurs lames.
AAC : Initialement coulé dans un grand corps vert de 3 à 6 m³, pré-cuit et durci, le produit est ensuite découpé avec précision sur six côtés à l'aide d'une pince coupante.
4. Système de polymérisation
CLC : Durcissement à température ambiante (ou 40-60°C à la vapeur) pendant 24 heures avant le démoulage. Le durcissement naturel est ensuite effectué pendant 20 à 28 jours avant l'expédition.
AAC : Après le démoulage, le corps vert est placé dans un autoclave et durci à la vapeur saturée à 180-200°C et 10-12 bar pendant 8-12 heures. Cette réaction chimique forme des cristaux de tobermorite, ce qui double la résistance.
5. Cycle de production et équipement
CLC : équipement simple (mélangeur + agent moussant + moule), faible investissement et production mobile sur site ; temps de cycle courts mais encombrement important.
CAA : nécessite de gros équipements tels qu'un broyeur à billes, un cutter et un autoclave, ce qui implique un investissement élevé et une empreinte industrielle fixe ; toutefois, les produits finis peuvent être fabriqués dans les 24 heures, ce qui témoigne d'un degré élevé de continuité.
6. Consommation et coût de l'énergie
CLC : La consommation d'énergie est d'environ 20 à 30 kWh/m³, ce qui se traduit par des coûts globaux peu élevés.
AAC : la consommation d'énergie de l'autoclave est d'environ 120-150 kWh/m³, mais le produit présente une résistance et une précision dimensionnelle élevées, ce qui permet de réduire les coûts globaux de la maçonnerie ultérieure.
Notre service:
Service complet clé en main: De la conception des processus à la fabrication des équipements, en passant par l'installation, la formation et l'assistance après la mise en service, nous gérons chaque étape pour une production sans faille.
Lancement rapide modulaire: Atelier principal installé en 30 jours, production prête en 15 jours. Accélérez votre projet grâce à une installation efficace.
Surveillance intelligente de l'informatique en nuage: Suivez la production, la consommation d'énergie et les alertes de défaillance en temps réel via votre téléphone portable. Contrôlez les opérations grâce à une technologie de pointe.
Une confiance mondiale600+ lignes dans le monde entier, exportées dans plus de 80 pays. Soutenu par des équipes de service local 7×24 pour une assistance réactive. Votre succès, soutenu à l'échelle mondiale.
Usine de CAA apparentée






En rapport : Usine de fabrication de blocs AAC, Coût d'installation d'une usine de fabrication de blocs AAC, Usine de fabrication de blocs AAC