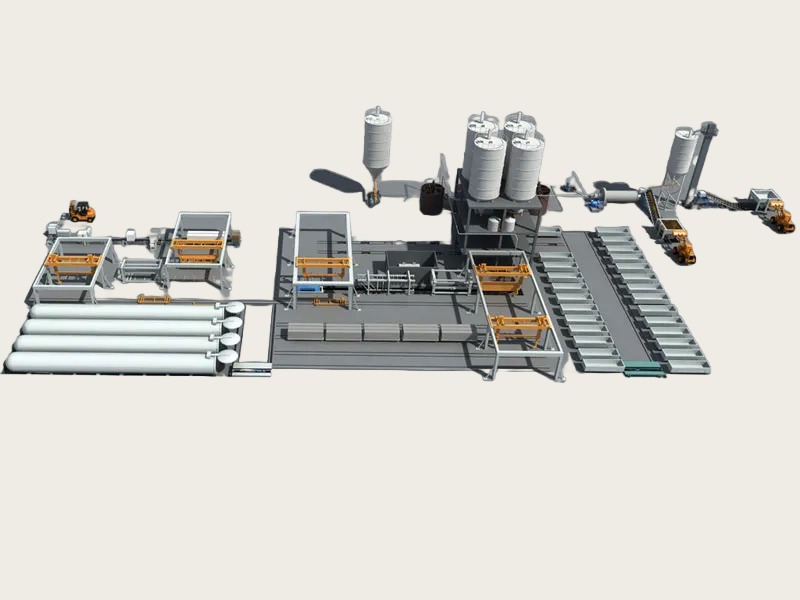
La Lightweight Block Machine (LBM) è una serie completa di attrezzature specificamente progettate per la produzione di blocchi leggeri.
Può produrre sia blocchi CLC (Cellular Lightweight Concrete), che utilizzano ceneri volanti, scorie e cemento espanso, sia blocchi AAC (Autoclaved Aerated Concrete), che vengono induriti ad alta temperatura e pressione.

Prezzo della macchina per blocchi leggeri
Piccola linea semiautomatica CLC: $ 5.000-30.000
Linea AAC di medie dimensioni completamente automatizzata: $ 300.000-800.000
Impianto AAC chiavi in mano su larga scala: $ 1.000.000-1.500.000
Il prezzo finale dipende dalla capacità produttiva, dal livello di automazione, dalle specifiche dell'autoclave e dalla configurazione delle apparecchiature ausiliarie.
Tipi di macchine per blocchi leggeri

Macchina per blocchi leggeri
Processo: Schiumatura chimica + polimerizzazione atmosferica
Capacità/lotto: 15-100 m³
Livello di automazione: Semiautomatico / Completamente automatico
Utilizzato per: Getto in opera urbano, individuazione della pendenza del tetto, riempimento di edifici bassi
Investimento iniziale: Basso

Linea di produzione di blocchi aerati autoclavi AAC
Processo: Generazione di gas da polvere di alluminio + autoclavaggio ad alta temperatura
Capacità/lotto: 200-1,200 m³
Livello di automazione: Completamente automatico
Utilizzato per: Telai per grattacieli, edifici prefabbricati
Investimento iniziale: Alto
Processo della macchina per blocchi leggeri
Processo di produzione CLC:
Dosaggio → Diluizione dell'agente schiumogeno → Miscelazione forzata → Versamento dello stampo → Polimerizzazione a temperatura ambiente per 24 ore → Sformatura → Polimerizzazione naturale per 7-14 giorni → Confezionamento del prodotto finito
Processo di produzione di AAC:
Macinazione della materia prima → Dosaggio → Generazione di gas di polvere di alluminio → Prepolimerizzazione statica → Taglio → Autoclavaggio per 12 ore → Confezionamento del prodotto finito
Macchina principale utilizzata per la produzione di blocchi leggeri

Macchina schiumatrice e miscelatrice dedicata CLC
Funzione: Produce una schiuma uniforme di cemento, ceneri volanti, acqua e agente schiumogeno in un'unica operazione.
Punti salienti della tecnica:
- La miscelazione forzata bialbero e le frese volanti ad alta velocità si combinano per miscelare uniformemente una schiuma di 400 kg/m³ in soli 30 secondi.
- Lo sportello di scarico angolato a 45° consente uno svuotamento rapido e senza gocciolamenti in 5 secondi.
- La pompa schiumogena fisica integrata da 2,2 kW opzionale consente di schiumare, miscelare e versare in loco, eliminando il trasporto secondario.

Sistema di dosaggio dell'agente schiumogeno e della polvere di alluminio
Funzione: Fornisce un agente schiumogeno fisico per CLC e un gassificatore di polvere di alluminio per AAC, controllando con precisione la porosità.
Punti salienti della tecnica:
- Il controllo ad anello chiuso utilizza una vite servoassistita e una cella di carico, ottenendo un errore di misurazione di ≤±0,5%.
- Tubazioni interamente in acciaio inossidabile, resistenti agli alcali e alla corrosione.
- Commutazione one-touch tra ricette CLC e AAC, con memorizzazione di 99 ricette.
- Pulizia automatica per prevenire la combustione spontanea della polvere di alluminio residua.

Macchina da taglio
Macchina da taglio a tavola rotante AAC
- Dopo aver ruotato il grezzo di 90°, vengono tagliati simultaneamente sei fili, con un errore dimensionale di ≤±1 mm.
- Taglio trasversale e longitudinale servocontrollato, con una velocità massima di 3 minuti per fustella.
- L'aspirazione dei trucioli e la circolazione dell'acqua garantiscono un'officina priva di polvere.
Macchina da taglio multilama CLC
- Gruppo di lame diamantate, in grado di tagliare 5-10 lame contemporaneamente, con una produzione giornaliera di 300 m³.
- Alimentazione automatica a cingoli, spessore di taglio regolabile da 50 a 300 mm.
- Testa della macchina raffreddata ad acqua, per una superficie di taglio liscia che elimina la necessità di intonacare.

Pallettizzatore automatico e reggiatrice
Funzione: Pallettizza, reggia e plastifica automaticamente i prodotti finiti dopo l'uscita dalla linea di produzione, risparmiando 3-4 persone per turno.
Punti salienti della tecnica:
- Pallettizzazione robotizzata, dimensioni pallet 1,0 × 1,2 × 1,8 m, altezza strato regolabile.
- Reggiatura automatica PET in plastica-acciaio, con tensione regolabile da 400 a 2.000 N.
- Pesatura e codifica online, con tracciabilità del lotto tramite codice QR.
- Integrazione con l'ERP per la generazione automatica degli ordini di consegna.

Autoclave (AAC-specifica, φ2,0 x 31 m)
Funzione: Esegue una reazione di sintesi idrotermale in vapore saturo ad alta temperatura e alta pressione per generare cristalli di tobermorite, ottenendo una resistenza AAC di ≥4 MPa.
Punti salienti della tecnica:
- Pressione di progetto 1,6 MPa, temperatura di progetto 204°C e interblocchi di sicurezza a quattro punti.
- Struttura della porta ad apertura rapida, con apertura/chiusura in soli 3 minuti.
- Sistema di recupero del calore residuo, che riduce il consumo di vapore di 15%.
- Recupero completamente automatico dello scarico e della condensa, per garantire zero emissioni.

Sala di controllo PLC
Funzione: Il cervello dell'intera linea di produzione, che monitora centralmente ricette, temperatura, pressione, produzione e consumo energetico.
Punti salienti della tecnica:
- PLC Siemens serie S7-1500, 512 punti di I/O.
- Touch screen da 15″ di livello industriale, visualizzazione dell'animazione in tempo reale dello stato delle apparecchiature.
- Interfaccia dati cloud, app mobile per allarmi remoti e analisi OEE.
Che cos'è il blocco leggero
La Lightweight Block Machine (LBM) è una serie completa di attrezzature specificamente progettate per la produzione di blocchi leggeri.
Può produrre sia blocchi CLC (Cellular Lightweight Concrete), che utilizzano ceneri volanti, scorie e cemento espanso, sia blocchi AAC (Autoclaved Aerated Concrete), che vengono induriti ad alta temperatura e pressione.
L'applicazione del blocco leggero
I blocchi leggeri sono utilizzati in diversi scenari costruttivi, tra cui:
- Edifici residenziali e commerciali per pareti interne ed esterne.
- Pareti divisorie e partizioni non portanti.
- Strati isolanti in tetti, pavimenti o pareti a intercapedine.
- Strutture portanti di basso livello (a seconda della resistenza del blocco).
- Progetti di bioedilizia incentrati sulla sostenibilità e sull'efficienza energetica.
Caratteristiche dei blocchi leggeri
Bassa densità: Sono realizzati con materiali o processi che ne riducono la densità, rendendoli più leggeri per unità di volume rispetto ai blocchi standard.
Proprietà isolanti: Molti blocchi leggeri offrono un isolamento termico migliore rispetto alle alternative pesanti, contribuendo a regolare la temperatura interna e a ridurre il consumo energetico.
Versatilità strutturale: A seconda del tipo, possono essere utilizzati per pareti portanti, partizioni non portanti o come strati isolanti in strutture composite.
Facilità di gestione: Il peso ridotto semplifica il trasporto, il sollevamento e l'installazione in loco, riducendo i costi di manodopera e lo sforzo fisico.
Blocco leggero VS. Blocco AAC
| Indicatore | Blocco leggero (CLC) | Blocco AAC |
| Metodo di polimerizzazione | Temperatura e pressione ambiente | Autoclave ad alta temperatura e ad alta pressione |
| Gamma di densità | 400-1.200 kg/m³ | 400-700 kg/m³ |
| Impatto della costruzione | Sformabile in 24 ore; colabile in loco | Necessaria la prefabbricazione in fabbrica; autoclave di 12 ore |
| Precisione della superficie | Richiede un'intonacatura secondaria | Può essere applicato direttamente con lo stucco |
| Soglia di investimento | Basso; mobile-friendly | Alto; è necessaria un'autoclave fissa |
| Scenari applicabili | Riempimento e ristrutturazione in loco | Pannelli prefabbricati per pareti da assemblare |
Blocco leggero (CLC) Processo VS. Processo dei blocchi AAC
Il Processo di produzione di AAC Le differenze tra i blocchi CLC e AAC possono essere sintetizzate come l'indurimento della schiuma a temperatura ambiente rispetto all'indurimento a vapore ad alta pressione. Di seguito è riportato un confronto per processo:
1. Preparazione delle materie prime
CLC: Cemento + cenere volante/sabbia di fiume + acqua + agente schiumogeno fisico (schiuma generata in loco da una macchina schiumogena).
AAC: cemento + cenere volante/sabbia di quarzo + calce viva + gesso + polvere di alluminio (agente schiumogeno chimico) + acqua.
2. Fase di generazione del gas/schiumatura
CLC: La schiuma stabilizzata prefabbricata viene iniettata nella boiacca di cemento tramite un miscelatore ad alta velocità, creando una struttura a celle chiuse 30-40%.
AAC: la polvere di alluminio reagisce con l'impasto alcalino per rilasciare biossido di idrogeno, producendo una struttura a pori uniforme di 50-60%. La reazione viene completata in una camera di pre-cura a 40-60°C.
3. Metodo di stampaggio
CLC: Colata diretta dell'intero stampo in un grande volume, quindi taglio delle dimensioni desiderate con una sega multilama.
AAC: Inizialmente colato in un grande corpo verde di 3-6 m³, pre-curato e indurito, il prodotto viene poi tagliato con precisione su sei lati con una taglierina a filo.
4. Sistema di polimerizzazione
CLC: Polimerizzazione a temperatura ambiente (o 40-60°C in vapore) per 24 ore prima della sformatura. L'indurimento naturale avviene poi per 20-28 giorni prima della spedizione.
AAC: Dopo la sformatura, il corpo verde viene posto in autoclave e polimerizzato in vapore saturo a 180-200°C e 10-12 bar per 8-12 ore. Questa reazione chimica forma cristalli di tobermorite, raddoppiando la resistenza.
5. Ciclo di produzione e attrezzature
CLC: attrezzature semplici (miscelatore + agente schiumogeno + stampo), investimenti ridotti e produzione mobile in loco; tempi di ciclo brevi ma ingombro elevato.
AAC: richiede attrezzature di grandi dimensioni, come un mulino a sfere, una taglierina e un'autoclave, che richiedono un investimento elevato e un ingombro fisso in fabbrica; tuttavia, i prodotti finiti possono essere realizzati entro 24 ore, dimostrando un elevato grado di continuità.
6. Consumo e costo dell'energia
CLC: Il consumo energetico è di circa 20-30 kWh/m³, con conseguenti costi complessivi ridotti.
AAC: il consumo energetico dell'autoclave è di circa 120-150 kWh/m³, ma il prodotto ha un'elevata resistenza e precisione dimensionale, con conseguenti minori costi complessivi per la successiva muratura.
Il nostro servizio: il nostro servizio
Servizio completo chiavi in mano: Dalla progettazione del processo, alla produzione delle apparecchiature, all'installazione, alla formazione e al supporto post-commissioning, gestiamo ogni fase per una produzione senza interruzioni.
Lancio rapido modulare: Officina principale installata in 30 giorni, produzione pronta in 15 giorni. Accelerate il vostro progetto con una configurazione efficiente.
Monitoraggio intelligente del cloud: Monitoraggio della produzione, del consumo energetico e degli avvisi di guasto in tempo reale tramite cellulare. Controllare le operazioni con una tecnologia all'avanguardia.
Fiducia a livello globaleOltre 600 linee in tutto il mondo, esportate in oltre 80 paesi. Supportati da team di assistenza localizzati 7×24 per un supporto reattivo. Il vostro successo, supportato a livello globale.
Impianto AAC collegato






Correlato: Impianto di produzione di blocchi AAC, Costo di installazione dell'impianto di produzione di blocchi AAC, Produttori di impianti per blocchi AAC